行业现状
随着《中国制造2025》的全面推进,智能制造生产对管理和控制一体化需求的不断升级, 以及网络、通讯等信息技术的广泛深入应用,越来越多的智能制造控制系统与企业网中运行的管 理信息系统(如MES、ERP)之间实现了互联、互通、互控,甚至可以通过互联网、移动互联网 等直接或间接地访问,这就导致了从研发端、管理端、消费端、生产端任意一端都有可能实现对 系统的网络攻击或病毒传播,面临的安全风险进一步加大。

系统概述
化工行业智能运营平台通过以云平台为核心的应用系统集成及数据中心建设,以产品、生产、服务为中心进行产品数据采集及生产现场数据采集与监控( SCADA) , 结合MES、ERP、 CRM、GIS、 智能环保、智能安防、智能物流、电子商务等IT与OT数据的有效融合,实时感知企业整体的运营状态,同时能结合外部经济运行数据及合作伙伴数据,并通过DZRPlus云平台中的大数据分析平台将采集到的海量数据进行处理与分析,生成企业运营模型并做出相应的处理结果辅助决策建议,实现从产品研发到用户使用、从原材料到生产、从管理到决策等企业运营的全生命周期管理,以更加精细和动态的方式实现企业的智能管理,实现“平台+端”的企业运营创新模式。


方案架构
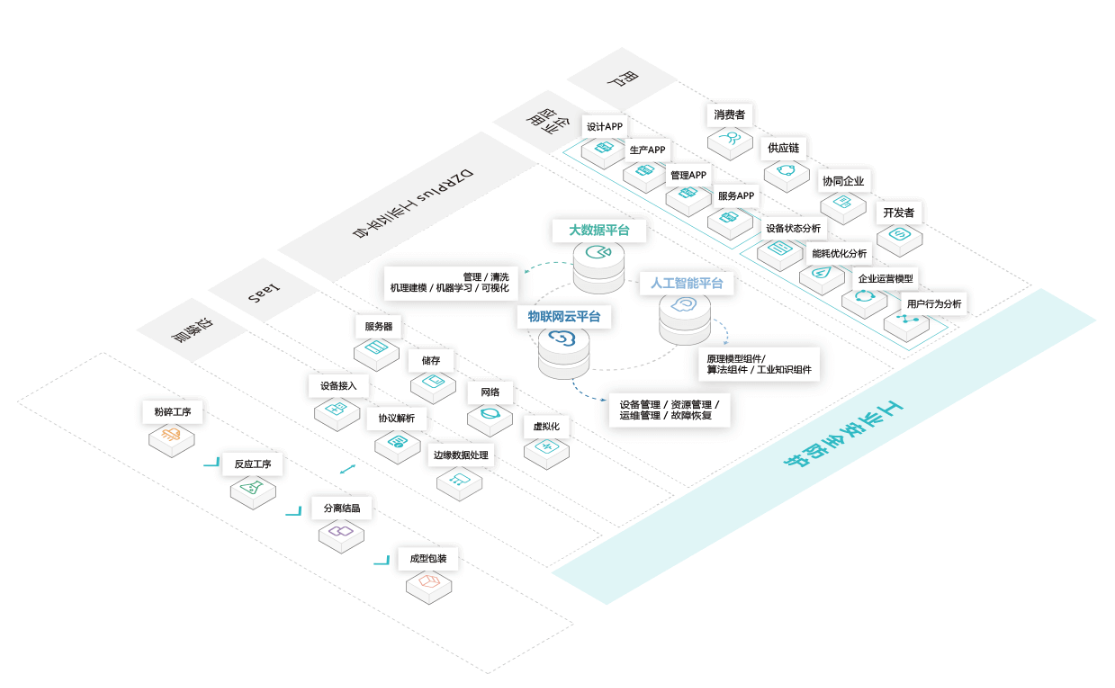
方案介绍
智能制造行业工业控制网络面临诸多安全问题,涉及网络安全和通信层面、设备和计算安全层面、应用和数据安全层面及管理安全方面,主要包括网络非法访问可能导致的敏感信息泄露,非法入侵行为引发的网络阻塞,操 作终端或服务器中毒引发生产中断,以及操作审计措施不到位、管理制度不完善等可能引发的安全隐患等。
总体解决方案的建设重点为解决目前DNC控制系统存在的突出网络安全问题,同时结合《工业控制系统信息 安全防护指南》、《信息安全技术网络安全等级保护基本要求》等政策法规要求及客户实际进行安全建设规划。

系统功能
- VOC在线监测:
通过专业设备及采集系统,对工业废气进行实时监测。
- 智能安全巡检:
巡检机器人根据功能需求及生产环境,可采用轨道移动式机器人、轮式机器人、无人机,搭载不同类型的传感器,结合生产工艺特征采集数据、按照特定路线或自定义路线。
- 数据分析:
对设备的运行数据进行即时在线趋势分析,历史数据分析,能效分析,故障预测分析,设备KPI分析等。
- 设备管理:
实时监控设备工矿数据,及时进行修正,避免造成更大的损失,同时实现远程无人值守;降低维护成本,通过远程监测,可实现对设备的远程维护和预测性维护。
- 远程调试:
可对产品进行远程在线调试,降低人员成本,提高调试效率。
- 抗干扰性强:
采用RS485(Modbus)总线技术,抗干扰性强,杜绝网络瘫痪与数据紊乱的现象,组网万式灵活,现场布线更为万便简单。
- 全天候在线监测:
全天候在线监测和控制功能保证维护工作的安全。
- 环境适应性强:
出厂前进行一系列环境适应性试验,能在不同环境下长期稳定运行,如:高海拔、高湿、高温、低温等恶劣环境。
- 多主通信方式:
个别监测单元出现故障时,不影响其他设备以及整个系统正常运行。
- 数据存储时间长:
历史监测数据存储空间大,数据存储时间长,且掉电数据不丢失。
- 扩充灵活:
用户设备增加后,可以方便地扩充监测器、节约扩充成本。
应用领域