行业现状
“八五”末期,我国已可生产原料药机械与设备、制剂等设备1000多个品种规格的制药机械,部分产品具有国际先进水平,产品不仅能满足5000余家中西药厂、1000多家动物药厂及保健品厂的需求,而且出口美、日等数十个国家和地区。此时,我国制药机械行业的生产企业数、产品品种规格、产量均已位居世界首位,成为名副其实的制药装备大国。
但与国外制药机械发达国家相比,我国制药机械行业起步晚,人才储备和技术储备匮乏,自动化、信息化程度低下。特别是市场上需求量大的一些成套制药生产线,如液体制剂灌装生产线、胶囊成套设备、无菌制药生产线等,在世界制药机械市场中均被几家大制药机械企业集团所垄断,面对国外品牌强劲冲击国内企业应该采取积极对策。

行业痛点
1、作业环境复杂
由于制药机械设备种类多,巡检点数多,作业环境复杂,如果作业不规范将导致严重的安全事故。
3、响应不及时
基于各种原因及现状,导致现有设备维护模式在出现问题时响应不及时,并且很多情况下都需要协同配合才能解决问题,这样不仅导致维护效率低下,还容易造成更大的损失。
系统架构
系统介绍
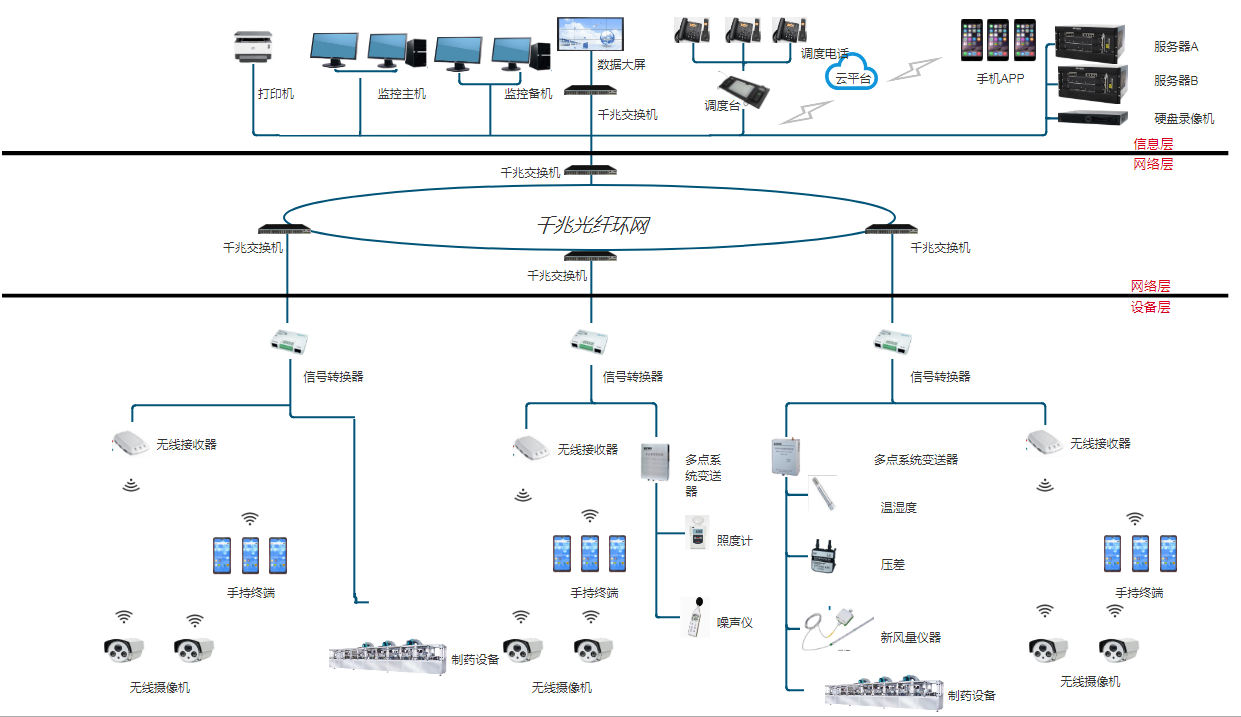
制药机械智能监测系统可分为三层:数据采集层、网络层和应用层。
(1)数据采集层
通过现场的PLC控制系统快速采集温度、压力、电压、电流、流量等信号,从而实现故障的诊断识别及趋势预测。
(2)网络层
网络传输层由各种网络,包括互联网、广电网、网络管理系统和云计算平台等组成,负责传递和处理感知层获取的信息。
电子人智能云网关能接入SIEMENS、AB、ABB、OMRON、MITSUBISHI等主流PLC,数据加密后远传到云端数据服务器中,具有断点续传的特点,确保系统的数据完整性。
(3)应用层
应用层是物联网和用户的接口,它与行业需求结合,实现物联网的智能应用。实时数据动态显示,异常状态自动报警,并将报警信息推送到手机短信或者手机APP。

系统特点
1、设备实时管理
通过平台远程监测可实时掌握设备(产品)运行状态并及时有效对故障进行处理;大大降低因设备故障及维护所带来的高风险及高成本问题的发生。
3、用户服务提升
通过设备(产品)故障的实时报警,及时为用户提供最优质的服务,同时减少了因设备故障及维护所带来的巨大损失。
4、大数据应用
随着入网设备数量及数据量的增多终将给企业带来巨大的数据价值。
5、产品价值提升
物联网、大数据及人工智能系统的应用大大提升了企业设备(产品)的附加值及产品品质。
6、应急联动
系统可融合安全监控系统产生的报警信号(如火灾、透水、断电等),在第一时间内发出报警信号或者人员撤离通知。
应用场景


